

铝合金直角的焊后打磨,门窗的打磨要求光滑平整。
铝合金属于特殊性的金属材质,因为它的可塑性,使它并不能用有其它金属的坚固性能能。
因此,我们选用具有磨削力和抛光双重效果的尼龙片进行打磨。
使用的工具为:角磨机(电动/气动),粘扣式托盘,尼龙片。规格上都是使用100mm产品。
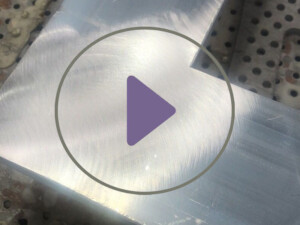
打磨效果可看左图,打磨加粗抛同时进行,使工件快速完成焊缝的打磨。

铝合金焊后打磨的对象:多余焊疤、焊接S弯、平面打磨、焊缝气孔打磨等。起弧点、收弧点、接头、焊黑等。
针对焊接过程中所造成的多余焊缝及焊接S弯进行打磨。因为铝合金焊缝需要保留一定的余高,使材料结合稳固不易断裂。所以,部分不合格的余高处理,通常使用较小范围打磨的直磨机配铣刀工具进行。
打磨时使用的多是铣刀侧面修整,尽可能达到修整处的光滑,无明显棱角印痕。
铝合金平面打磨的要求是使焊缝表面与母材平齐,在平面打磨的情况下,可以使用角磨机配合尼龙片,进行平面打磨。
尼龙片的低切削力,在即能打磨焊缝的同时,又能保证它较小的切削力不会伤害到母材。并且具有一定的抛光功能,使打磨出来的焊缝,能够与母材非常好的贴合。
部分工艺需要保留焊缝的铝合金材料打磨,但是焊缝上却有很多凹坑,这是因为焊接时夹杂了杂质或者空气造成的气泡坑。如果此坑底部不超出焊缝所允许的最大深度,可以从外观上修正此焊缝,若超出必须进行焊缝的焊接修补。
焊黑的处理,因为焊剂会在火焰灼烧下发黑,也就是高温挥发出来的氧化金属,这层氧化金属会吸收空气中的水分,腐蚀焊缝表面。因此在焊接完成后,需要先将焊黑处理掉。
焊黑的处理方法有,手工打磨使用百洁布或者角磨机配合黑金刚,或者使用砂光机配合钢丝刷。
以上部分为手工打磨,随着工艺的发展,自动化打磨也开始崭露头角,自动化设备的精确性,使打磨的过程不再变得小心翼翼,设备预先设定好的数据,使工件的打磨能够快速完成。
因此自动化设备打磨所用到的材料,都是具有较强切削力的,如砂纸,百叶片,砂带以及机器手臂配合的铣刀。